

Introduction
Electric Arc Furnace Level Measurement Challenges
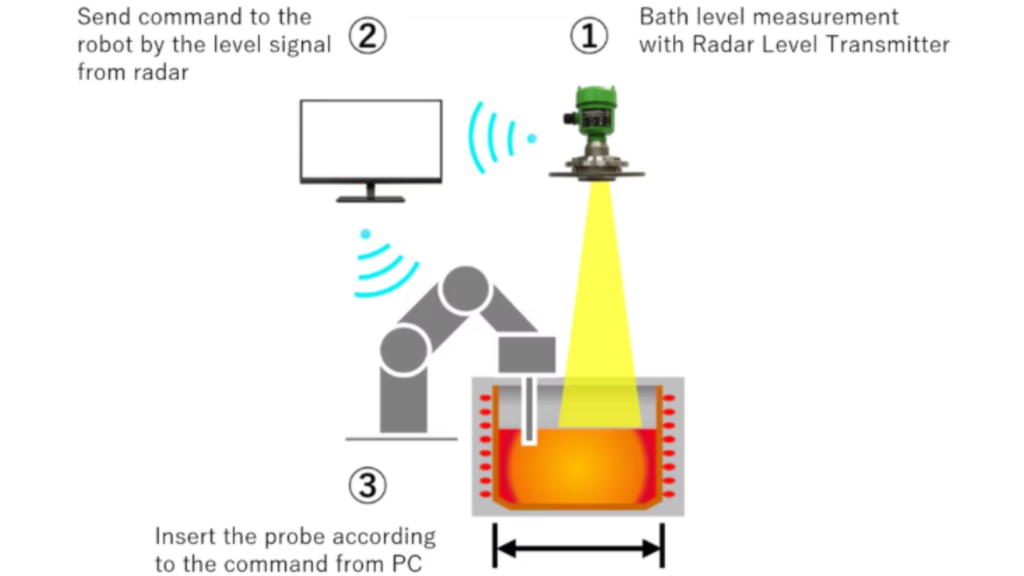
Automating bath level measurement in electric arc furnaces is a key technology that significantly enhances the efficiency, safety, and stability of the steelmaking process.
Advanced solutions, such as Matsushima Measure Tech’s EAF Bath Level Measurement System utilizing radar technology, enable accurate, non-contact measurements even during arc flashes, providing reliable real-time data for precise furnace control and process optimization.
Overview of EAF
An Electric Arc Furnace (EAF) is a steelmaking process that melts mainly scrap metal using high-voltage electric arcs.
By integrating advanced automation and control technologies, EAF operations achieve stable, efficient, and safe steel production with reduced CO₂ emissions, optimized energy use, and consistently high product quality, supporting sustainable and smart steelmaking.
Working Environment of EAF
The Electric Arc Furnace (EAF) operating environment involves extreme heat, hazardous dust, and explosion risks.
Ensuring safe operation requires effective dust control, cooling systems, gas monitoring, strict material handling, and clearly defined safety procedures, creating a secure working environment while supporting stable and efficient furnace operation.

Challenges
01 | Unstable and Inaccurate Bath Level Estimation |
Without direct, real-time level measurement, bath level is often estimated based on operator experience or indirect indicators. This leads to uncertainty, delayed response, and inconsistent furnace control, especially during dynamic melting conditions.
02 | Increased Safety Risks |
Manual observation or indirect measurement methods require operator presence near the furnace. Exposure to arc flashes, high temperatures, molten metal splash, and fumes significantly increases safety risks and limits automation potential.
03 | Inefficient Furnace Operation |
Lack of accurate bath level data makes it difficult to optimize power input, oxygen injection, and foaming slag conditions. This can result in longer melting cycles, excessive energy consumption, and unstable furnace operation.
Solution
Radar Level Measurement Solution for Molten Metal Bath
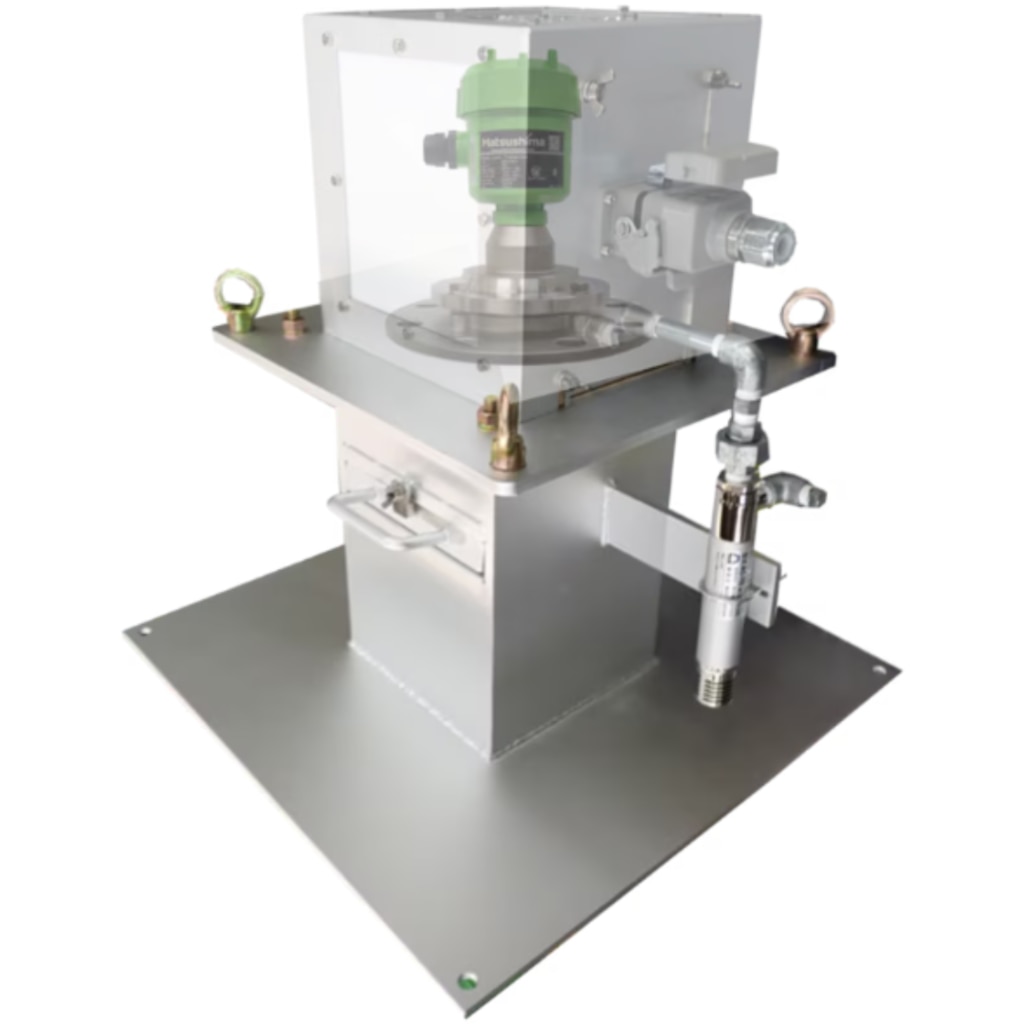
80GHz Radar Level Transmitter with Cooling Box and Air Cooler
Bath level measurement in electric arc furnaces using radar level transmitters is a highly accurate and reliable non-contact measurement method.
This technology has the following features:
- Uses 80 GHz frequency-modulated continuous-wave (FMCW) radar to achieve high accuracy of ±5 mm with a measurement range of up to 30 m
- Provides stable measurement even in harsh environments such as high temperature, high pressure, and steam
- Enables accurate metal bath level detection without being affected by slag by utilizing reflection from the metal surface
This technology supports efficient EAF operation management, improves productivity and safety, and, by transmitting measurement data to a process computer, enables optimization of raw material input and reduction of energy consumption.
Featured Functions
Mobile Communication

Monitoring and adjustment via Bluetooth with PC, mobile phone or tablet possible.
Wiring for data communication is not necessary.
Remote communication to harsh environment possible.
Adhesion Alarm(Patented Technology)
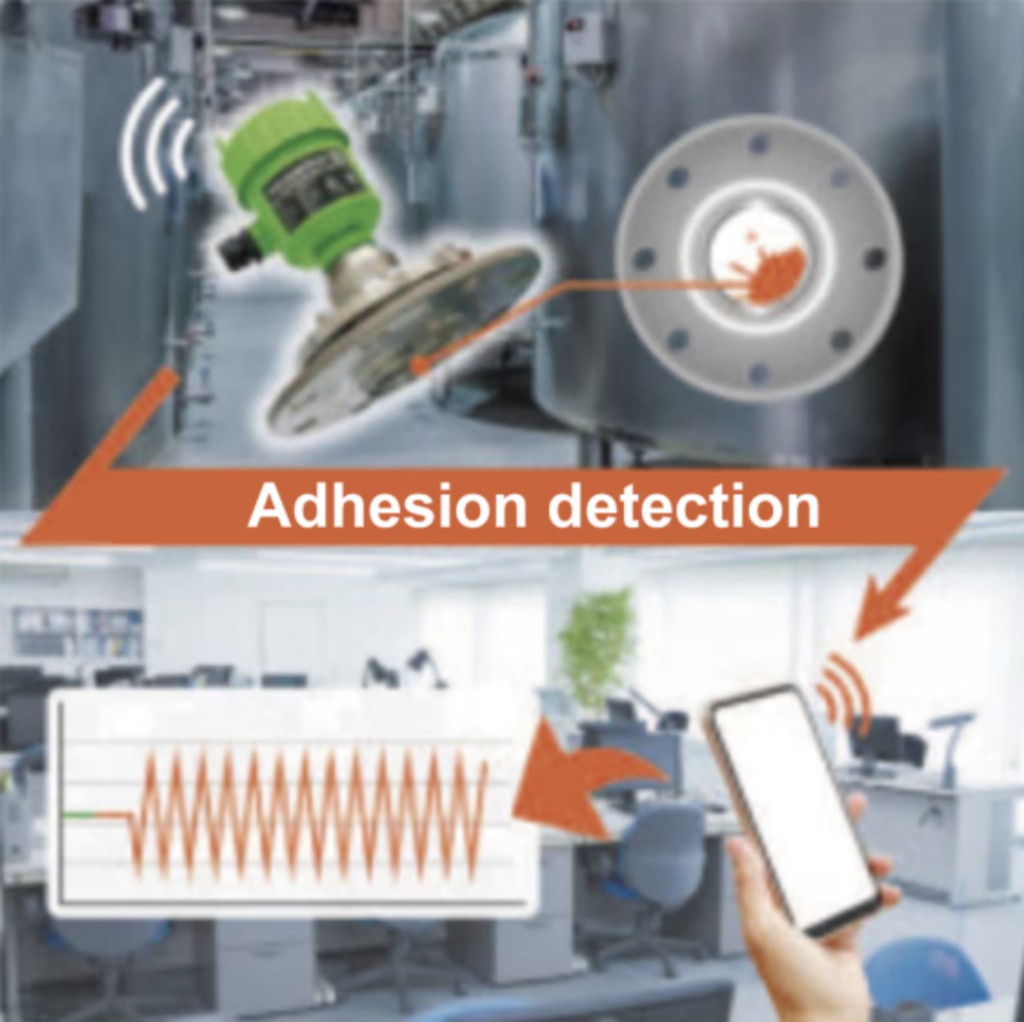
Adhesion or buildup alarm available with the patented beat-signal annunciation (DC4-20mA).
No extra wiring required for the alarm.
Omnidirectional Air Purge
360-degree omnidirectional air purging structure on the transmitting surface in order to prevent adhesion due to dust or vapor.
Why 80GHz Radar is Suitable for EAF Applications
Electric Arc Furnace (EAF) environments are extremely harsh for level measurement instruments due to high temperatures, heavy dust, fumes, and strong electromagnetic noise. Conventional contact-type sensors or low-frequency radar devices often struggle to provide stable and reliable measurements under such conditions.
An 80 GHz radar level transmitter offers significant advantages for molten steel bath level measurement in EAF operations.
First, the high-frequency 80 GHz radar signal provides a narrow beam angle, enabling accurate measurement even in confined furnace openings. This allows the sensor to focus precisely on the molten steel surface while avoiding interference from furnace walls, electrodes, and surrounding structures.
Second, radar measurement is a non-contact technology, meaning the sensor does not come into direct contact with molten metal. This greatly improves durability and reliability in high-temperature steelmaking processes where contact sensors would quickly deteriorate.
Third, 80 GHz radar technology provides excellent resistance to dust, fumes, and vapor, which are commonly present during EAF melting and refining operations. Stable measurement can therefore be maintained even during intense furnace activity.
Thanks to these characteristics, 80 GHz radar level measurement is an ideal solution for monitoring molten steel bath levels in electric arc furnaces, helping steel plants improve process control, operational safety, and production efficiency.
Benefits of Radar Level Measurement in EAF Process
Stable and Accurate Process Control
Radar technology provides reliable, real-time bath level data even during arc discharge, dust generation, and fume fluctuations. Accurate bath level control enables stable furnace operation, optimized power input, and consistent steel quality.
Enhanced Operational Safety
Non-contact radar measurement eliminates the need for sensors to be exposed to extreme heat, molten steel splash, and arc flashes. This significantly reduces the risk of equipment damage and improves operator safety by minimizing manual intervention near the furnace.
Improved Productivity and Lower Operating Costs
Continuous and maintenance-free measurement reduces unplanned downtime and sensor replacement frequency. Automated bath level control shortens melting cycles, improves energy efficiency, and contributes to overall cost reduction in EAF steelmaking operations.
References
Related Applications
Related Products
CONTACT
Please feel free to ask us if you have any questions, inquiries or want our support.
Click here to download documents.
Click here for any questions.
Knowledge
Trivia, trends or information mainly for technologies.
FAQ
Frequently Asked Questions.
Seminar
WEBINAR archives available for free viewing.


© Matsushima Measure Tech