Dust Explosion Risk Monitoring in Shot Blasting Facilities
Case Study with Air Dust Monitor in Shot Blasting Facility


Case Study with Air Dust Monitor in Shot Blasting Facility
Introduction
Shot blasting facilities can generate combustible airborne dust, creating a potential dust explosion risk when dust collector performance declines.
Real-time dust concentration monitoring is an effective way to detect abnormal dust accumulation early and improve workplace safety.
This case study shows how Air Dust Monitor helps monitor explosion risk in enclosed blasting environments.

A dust explosion happens when combustible dust becomes airborne, mixes with oxygen, and is ignited by a spark or hot surface.
This type of explosion can occur in environments such as shot blasting, grinding, or material handling processes, where dust is continuously generated.
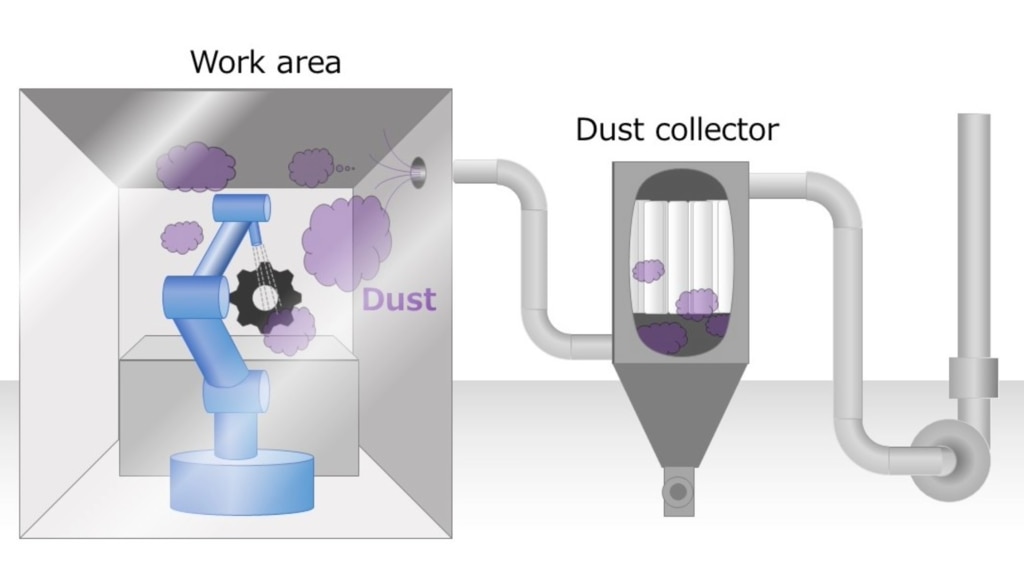
In shot blasting processes, fine dust can become suspended in the air and form a hazardous atmosphere.
If dust collection equipment fails or its performance drops, dust concentration may quickly increase to dangerous level.
Continuous airborne dust monitoring helps operators detect abnormal conditions early and take action before they develop into a serious safety risk.
A foundry faced a serious safety challenge during its shot blasting process.
Fine magnesium dust was generated inside the blasting booth, and if dispersed in the air, it could lead to a dust explosion.
While dust collection equipment was used as a countermeasure, a failure of the collector could immediately result in dangerous dust accumulation.
For this reason, real-time dust concentration measurement inside the booth was essential to maintain safe working conditions.
Solved by the Air Dust Monitor
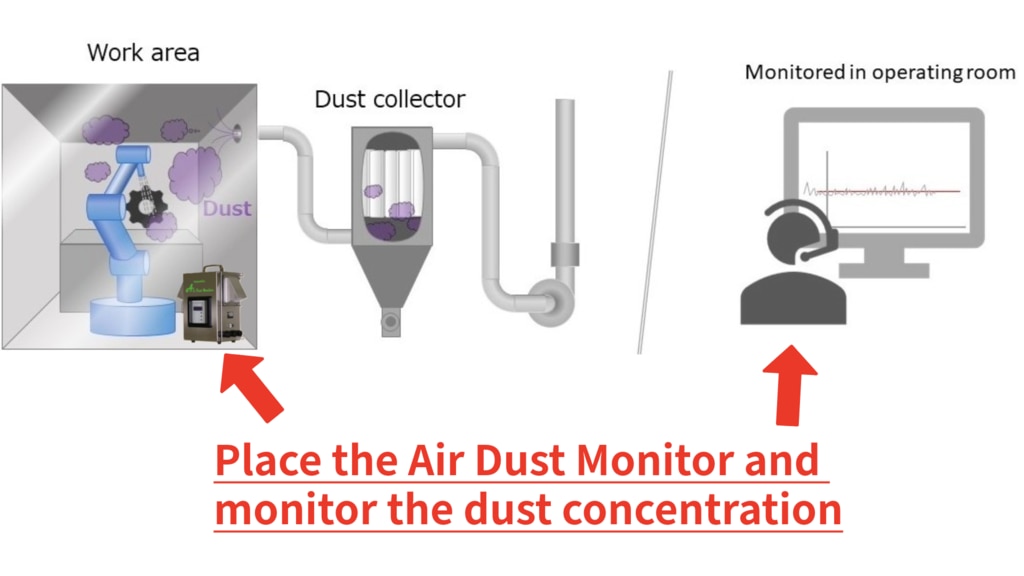
Air Dust Monitor is a portable device that integrates a triboelectric dust sensor and continuously measures airborne particulate concentration around the device.
By placing the Air Dust Monitor at the work site, dust concentration inside the enclosed area can be continuously monitored, allowing early detection of abnormal dust levels and assessment of dust explosion risk.

The lightweight and handle-equipped design allows instant measurement, and quick installation without duct work or complicated setup.

Provides continuous monitoring in place of human observation.
Useful for maintaining safe workplaces and clean production lines.

Capable of operating in high-concentration dust environments (g/m³) such as mining area, bulk handling facilities, etc. which are difficult to measure with conventional dust monitors (mg/m³).
Achieved by the technology
01 | Enhanced Safety by Early Detection of Explosive Dust Conditions |
Air Dust Monitor continuously measures airborne dust concentration inside the blasting booth. This enables early detection of abnormal dust accumulation and helps prevent hazardous conditions that may lead to a dust explosion.
02 | Immediate Warning of Dust Collector Malfunctions |
If the dust collector fails or its performance decreases, dust levels can rise rapidly. Real-time monitoring provides a quick warning of such malfunctions, allowing operators to take prompt corrective action before the risk escalates.
03 | Improved Operational Reliability and Risk Management |
By continuously monitoring dust concentration, the facility can maintain stable and safe shot blasting operations. This reduces unplanned shutdowns, supports compliance with safety requirements, and improves overall risk management in combustible dust environments.
Please feel free to ask us if you have any questions, inquiries or want our support.
Click here to download documents.
Click here for any questions.
Trivia, trends or information mainly for technologies.
Frequently Asked Questions.
WEBINAR archives available for free viewing.
© Matsushima Measure Tech